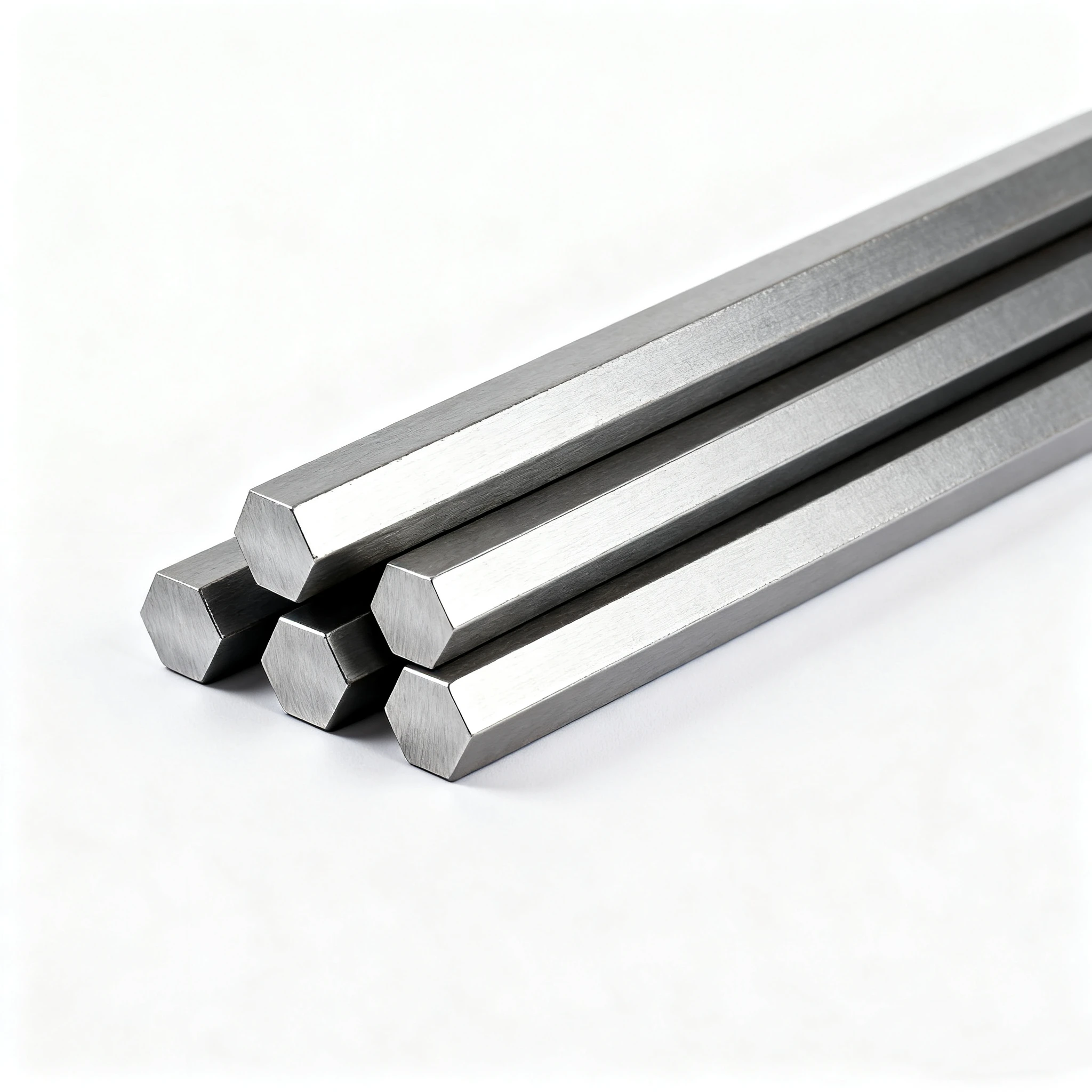



Lehámozott és kiegyenesített hatszögű rúd nagy keménységű és sima felületű CNC esztergagépes megmunkáláshoz karbonacél hatszög acélrúd
Csiszolt és egyenesített szénszállal készült hatszögacél rúdunk magas keménységű és sima felületű. CNC esztergákhoz optimalizált, pontos megmunkálást és stabil teljesítményt biztosít a hardver- és gépipari területeken.
- Áttekintés
- Ajánlott termékek
a nagy pontosságú CNC megmunkálás korában az alapanyagok minősége közvetlenül meghatározza a feldolgozási hatékonyságot és a kész alkatrészek teljesítményét. A lehántott és kiegyenesített hatszög acélrúd – nagy keménységű, sima felületű karbonacél hatszögrúd CNC esztergákhoz kiemelkedő megoldásként áll a CNC esztergálási műveletek számára. A hatszögletes profil szerkezeti előnyeit ötvözve a lehántás és kiegyenesítés pontosságával, ez a karbonacél hatszögrúd kiváló felületi simaságot, nagy keménységet és kiváló egyenesedést biztosít – három alapvető tulajdonságot, amelyek eleget tesznek a CNC esztergálás szigorú követelményeinek az anyagegyformasággal és mérettartóssággal kapcsolatban. Legyen szó nagy pontosságú rögzítőelemek, összetett mechanikus alkatrészek vagy egyedi szerelvények gyártásáról, jelentősen csökkenti a megmunkálási időt, minimalizálja az eszközkopást, és biztosítja a késztermékek állandó minőségét, így elengedhetetlen alapanyaggá válik a modern precíziós gyártásban.
Ennek a hatszög acélrúdnak a CNC-forgácsoló gépeken történő megmunkálásra való alkalmasságának alapja a nagyminőségű szénacél alapanyag és az optimalizált kémiai összetétel. A különböző megmunkálási igények alapján elsőrendű szénacél minőségeket választunk (főként 45# és 35#), ahol a 45# szénacélt (0,42%-0,50% széntartalom) a nagy keménységet és teherbírást igénylő alkatrészekhez, míg a 35# szénacélt (0,32%-0,40% széntartalom) a keménység és alakíthatóság közötti egyensúlyt igénylő alkatrészekhez használjuk. Ezek a minőségek szabályozott manganntartalommal (0,50%-0,80%) rendelkeznek a edzékenység javítása érdekében, valamint nyomokban szilíciumot tartalmaznak a szilárdság növelésére, miközben szigorúan korlátozott a foszfor és a kén szennyeződés (≤0,040%), hogy elkerüljék a ridegséget és a megmunkálási hibákat. Az átlagos szénacélhoz képest a mi kiválasztott anyagaink homogenizáló izzításon esnek át a megmunkálás előtt, amely megszünteti a belső szegregációt, és biztosítja az egységes szemcseszerkezetet. Ez nemcsak az utólagos hámozás és egyenesítés alapját képezi, hanem garantálja a teljes hatszög rúd mentén az egységes keménységeloszlást (HB 180-220 a 45# minőségnél) is – ami elengedhetetlen ahhoz, hogy megelőzzük a CNC-forgácsoló gépeken fellépő egyenetlen vágóerőket, amelyek szerszámrepedést vagy mérethibákat okozhatnak.
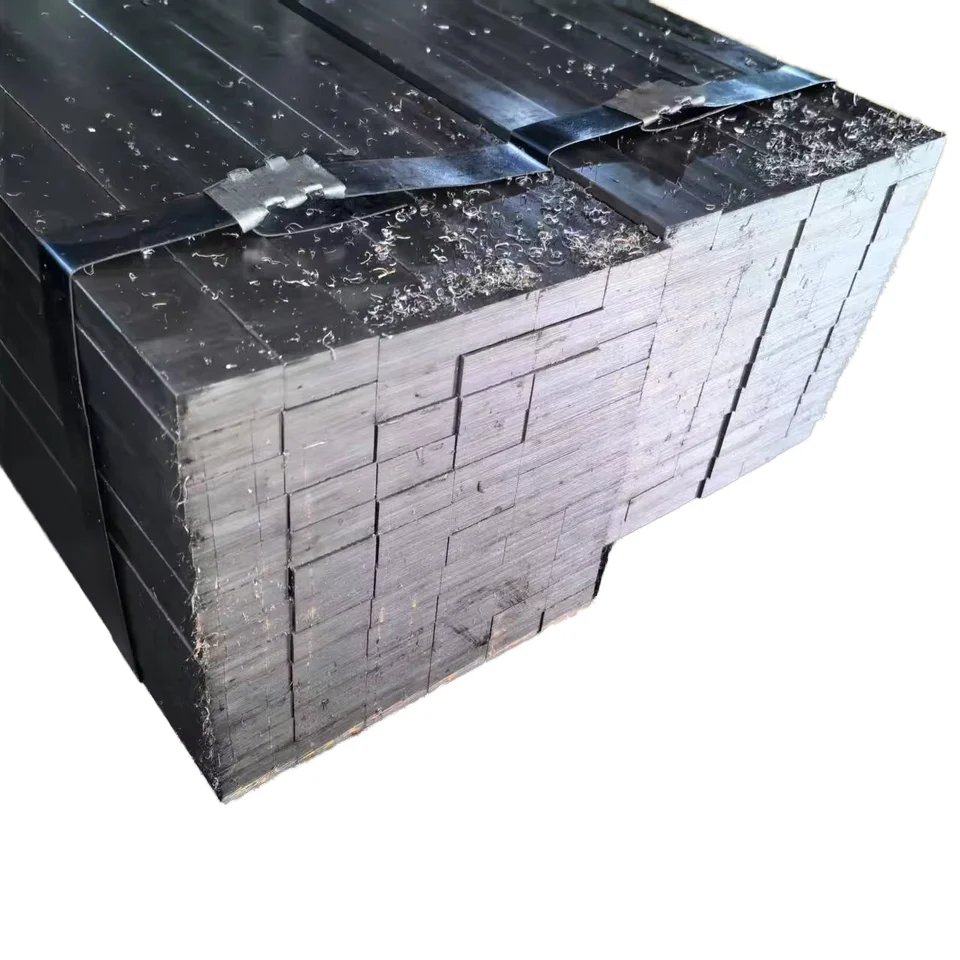
A lehúzás és egyenesítés folyamatok kulcsfontosságúak ahhoz, hogy a hatszögprofilú rúd megfeleljen a CNC-gépek követelményeinek, ezzel különbséget téve a hagyományos hűtött vagy melegen hengerelt hatszögrudak között. A lehúzás folyamata során nagy pontosságú forgó lehúzó gépeket használnak, amelyek eltávolítják a felületi oxidréteget, hibákat és egyenetlen rétegeket az előfeldolgozott hatszög alakú rúdról. A csiszolással ellentétben a lehúzás folytonos és egyenletes felületet eredményez, melynek érdessége Ra ≤ 0,8 μm – ez elég sima ahhoz, hogy szükségtelenné tegye az előzetes tisztítást vagy csiszolást a CNC esztergálás előtt. Ez a sima felület csökkenti a súrlódást a hatszög rúd és a CNC befogó között, biztosítva a stabil rögzítést, és megakadályozza a megcsúszást nagy sebességű forgás (általában akár 3000 fordulat/perc is a CNC esztergákon) közben. A lehúzást követő egyenesítési folyamat többgörgős precíziós egyenesítőgépet alkalmaz, amely kijavítja az esetleges hajlítódásokat vagy torzulásokat. Számítógép-vezérelt görgőnyomás- és távolságbeállításokon keresztül a hatszög rúd egyenes vonallá alakul 0,2 mm/m-es tűréshatáron belül – jelentősen felülmúlva az átlagos hatszögrudak 0,5 mm/m-es szabványát. Ez a kiváló egyenesedés biztosítja, hogy a vágószerszám állandó távolságot tarts a munkadarabtól a CNC esztergálás során, elkerülve a mérethibákat, amelyek anyageltérésből származhatnak. Együttesen a lehúzás és az egyenesítés nyers szénacélt alakítanak „közvetlenül megmunkálható” hatszög rúddá, amely közvetlenül megfelel a CNC esztergák betáplálási igényeinek.
Ennek a hatszög acélnak a magas keménysége és strukturális stabilitása tovább növeli teljesítményét a CNC esztergák feldolgozása során. A hidegen hengerelt, lehámozott és egyenesített acélszálak alacsony hőmérsékletű edzése révén a hatszög acél keménysége 15–20%-kal nagyobb, mint az annealed széntartalmú acélé. A 45# széntartalmú acélból készült hatszög acélok esetében a szakítószilárdság eléri az 550–650 MPa-t, a nyúlási határ pedig ≥310 MPa, ami elegendő ahhoz, hogy ellenálljon a CNC esztergák vágóerejének deformáció nélkül. Ez a magas keménység javítja a hatszög acél kopásállóságát a megmunkálás során, csökkentve a forgács tapadását a munkadarab felületére, és így sima megmunkált felületet biztosít. A gyakorlatban egy M20-as hatszögű csavarokat gyártó hardvergyártó arról számolt be, hogy a mi lehámozott és egyenesített hatszög acélunk használata 30%-kal csökkentette a szerszámcsere-gyakoriságot az átlagos hatszög acélokhoz képest, mivel a sima felület és az egységes keménység minimalizálta a szerszámkopást. Egy másik CNC megmunkáló műhely megjegyezte, hogy a hatszög acél egyenes volta és méretpontossága (ellentétes oldalra vonatkozó tűrés ±0,04 mm) lehetővé tette a személyzet nélküli tömeges feldolgozást, mivel az anyaghibákból adódó megmunkálási hibák kockázata jelentősen csökkent. Ezek az előnyök közvetlenül alacsonyabb termelési költségekhez és magasabb hatékonysághoz vezetnek a CNC megmunkáló vállalkozásoknál.
Ennek a karácsteleből készült hatszögacélnak a sokoldalúsága széleskörű alkalmazásában nyilvánul meg a CNC-forgácsoló gépek területén. A rögzítőelem-iparban ez az elsődleges nyersanyag magas pontosságú hatszögboltok, anyák és csapszegek gyártásához. A sima felület biztosítja a folyamatos menetképzést a CNC-forgácsolás során, míg a nagy keménység megakadályozza a menet deformálódását terhelés alatt. A gépalkatrészek iparában tengelyek, fogaskerekek és hajtórúdak előállításához használják – olyan alkatrészeké, amelyek összetett forgácsolási műveleteket igényelnek. A hatszögacél szabályos hatszög keresztmetszete lehetővé teszi, hogy könnyen befogható legyen a CNC-orsókban, különleges befogók kivédésével és a beállítási idő csökkentésével. Például egy kis sebességváltókat gyártó cég a mi hatszögacélunkat használja fogaskerék-alaptestek megmunkálására, IT6-os pontosságot elérve minimális utómegmunkálással. Az autóipari alkatrészek területén a hatszögacélt szelemtüskék, érzékelőtartók és fékrendszer-alkatrészek előállítására használják, ahol a nagy keménység és méretstabilitás biztosítja az autóipari minőségi előírások teljesítését. A precíziós hardveriparban egyedi hatszögszerszámok, óraalkatrészek és elektronikai alkatrészek házainak gyártásához használják – olyan alkalmazások, ahol a sima felület és pontos méretek közvetlenül befolyásolják a késztermék esztétikáját és működését. Még az űrtechnika iparában is nyersanyagként szolgál kis méretű űrbetétekhez, kihasználva egyenletes keménységét, amely ellenáll a többszöri használatnak.
Egy szigorú minőségirányítási rendszer biztosítja, hogy minden lehántott és kiegyenesített hatszögacél-köteg megfeleljen a CNC-forgácsoló gépekkel szemben támasztott szigorú követelményeknek. Kialakítottunk egy háromszintű minőségellenőrzési mechanizmust, amely a nyersanyagokat, a feldolgozást és a késztermékeket is lefedi, valamint rendelkezünk ISO 9001 és IATF 16949 tanúsítványokkal, amelyek kielégítik az autóipari és nagy pontosságú gyártási igényeket. A nyersanyag-ellenőrzés során spektralanalízis segítségével ellenőrizzük a kémiai összetételt, ultrahangos vizsgálattal pedig belső hibákat derítünk fel. A lehántás és kiegyenesítés folyamata alatt folyamatos, valós idejű monitorozás történik: lézeres átmérőmérő ellenőrzi a hatszögacél átellenes oldaltávolságát, míg egy felületi érdességmérő biztosítja, hogy a felületminőség megfeleljen az Ra ≤ 0,8 μm követelménynek. A feldolgozás után a késztermékek komplex tesztelésen esnek át: precíziós egyenesességmérő ellenőrzi az egyenesedést, Brinell-keménységmérő határozza meg a keménységet, koordináta-mérőgép pedig igazolja a méretpontosságot. Olyan kritikus iparágakba (pl. autóipar vagy repülőgépipar) szánt rendeléseknél további, nem romboló anyagvizsgálat (mágneses részecskés vizsgálat) is elvégezhető a felületi repedések kimutatására. Minden tételhez részletes minőségi jelentés tartozik, beleértve javaslatokat a feldolgozási paraméterekre közönséges CNC-forgácsoló géptípusokhoz, így közvetlen útmutatást nyújtva az ügyfeleknek a hatékony feldolgozás érdekében.
A termékminőségen túl arra is különös figyelmet fordítunk, hogy szakmai és hatékony ügyfélszolgálati szolgáltatásokat nyújtsunk hosszú távú együttműködési kapcsolatok kialakítása érdekében. Szervizcsoportunk a acéliparban gazdag tapasztalattal rendelkező technikai tanácsadókból áll, akik egyéni eladási konzultációt biztosítanak az ügyfelek számára: az ügyfél alkalmazási forgatókönyve alapján ajánljuk a legmegfelelőbb C45 acél specifikációkat és hidegen húzott eljárásokat, sőt akár segíthetünk az alkatrésztervezés optimalizálásában is a teljesítmény javítása és a költségek csökkentése érdekében. A gyártási folyamat során intelligens gyártásirányítási rendszert használunk, amellyel valós időben nyomon követjük minden megrendelés előrehaladását, és heti vagy napi bontásban szolgáltatunk előrehaladási jelentést az ügyfelek igényei szerint. Sürgős megrendelések esetén képesek vagyunk a gyártási terv módosítására és zöld sáv nyitására a pontos határidő betartása érdekében – egyszer például egy erőmű sürgősségi karbantartási projektje keretében 15 napon belül elkészítettünk egy 50 tonnás nem szabványos C45 hidegen húzott speciális profilacélt, amely nagy elismerést váltott ki az ügyfélnél. Az utógondozás ugyancsak kiemelt fontosságú: szakembereinket az ügyfél gyártóhelyszínére küldjük, ahol segítséget nyújtanak a termék megmunkálásában és szerelésében, valamint visszajelzést gyűjtenek a termék teljesítményéről. Amennyiben minőségi probléma merülne fel, 24 órán belül reagálunk, és kielégítő megoldást biztosítunk, így garantálva, hogy az ügyfél gyártási folyamata ne szenvedjen zavart.
A gyártóipar magasabb szintűvé és egyedi igényekre szabottá válásának folyamatában a nagy minőségű, hidegen húzott C45 lágyacélból készült speciális és nem szabványos acélunk a szerkezeti acélmegoldások fejlődési irányát képviseli. A C45 acél kiváló mechanikai tulajdonságainak ötvözésével a hidegen húzás technológia pontossági előnyeivel olyan teljesítményorientált, testreszabott anyagmegoldásokat kínálunk ügyfeleinknek, amelyek segítik végtermékeik minőségének és versenyképességének javítását. A jövőre nézve tovább növeljük kutatás-fejlesztési beruházásainkat, két kulcsfontosságú területre koncentrálva: egyfelől a C45 acél mikroötvözési technológiájának alkalmazását vizsgáljuk, hogy tovább növeljük annak szilárdságát és korrózióállóságát; másrészről intelligensebb hidegen húzó berendezéseket vezetünk be a termelési hatékonyság és az alakpontosság javítása érdekében. Emellett bővítjük nemzetközi piaci jelenlétünket, az Európai Unió és az Egyesült Államok nagy piacainak minőségi követelményeit betartva, minőségi, hidegen húzott C45 acéltermékeinket a globális piacra visszük. Legyen szó kis sorozatú, precíziós, nem szabványos megrendelésről vagy nagy léptékű, speciális alakú acélbeszerzési projektről, mindig az „első a minőség, az ügyfél az elsődleges” üzleti filozófiát tartjuk szem előtt, és minden ügyfelünknek szakmai, megbízható és hatékony termékeket és szolgáltatásokat nyújtunk. A C45 hidegen húzott, speciális és nem szabványos acél szakértő szállítójaként készen állunk arra, hogy együtt növekedjünk a gyártóiparral, és hozzájáruljunk a magas színvonalú felszerelések gyártásának fejlődéséhez.
✅ Magas méretpontosság – Tűrés legfeljebb ±0,02 mm
✅ Fényes felületminőség – Sima és oxidmentes, gépelhető állapotban
✅ Növelt mechanikai szilárdság – Kiegyensúlyozott keménység és ütőállóság
✅ Magas anyagkihasználás – Csökkentett megmunkálási hozam, nagyobb hatékonyság
✅ Testreszabható megoldások – Alakok, méretek és anyagok igény szerinti kialakítása rajzok vagy követelmények alapján












Ennek a hatszög acélrúdnak a CNC-forgácsoló gépeken történő megmunkálásra való alkalmasságának alapja a nagyminőségű szénacél alapanyag és az optimalizált kémiai összetétel. A különböző megmunkálási igények alapján elsőrendű szénacél minőségeket választunk (főként 45# és 35#), ahol a 45# szénacélt (0,42%-0,50% széntartalom) a nagy keménységet és teherbírást igénylő alkatrészekhez, míg a 35# szénacélt (0,32%-0,40% széntartalom) a keménység és alakíthatóság közötti egyensúlyt igénylő alkatrészekhez használjuk. Ezek a minőségek szabályozott manganntartalommal (0,50%-0,80%) rendelkeznek a edzékenység javítása érdekében, valamint nyomokban szilíciumot tartalmaznak a szilárdság növelésére, miközben szigorúan korlátozott a foszfor és a kén szennyeződés (≤0,040%), hogy elkerüljék a ridegséget és a megmunkálási hibákat. Az átlagos szénacélhoz képest a mi kiválasztott anyagaink homogenizáló izzításon esnek át a megmunkálás előtt, amely megszünteti a belső szegregációt, és biztosítja az egységes szemcseszerkezetet. Ez nemcsak az utólagos hámozás és egyenesítés alapját képezi, hanem garantálja a teljes hatszög rúd mentén az egységes keménységeloszlást (HB 180-220 a 45# minőségnél) is – ami elengedhetetlen ahhoz, hogy megelőzzük a CNC-forgácsoló gépeken fellépő egyenetlen vágóerőket, amelyek szerszámrepedést vagy mérethibákat okozhatnak.
A lehúzás és egyenesítés folyamatok kulcsfontosságúak ahhoz, hogy a hatszögprofilú rúd megfeleljen a CNC-gépek követelményeinek, ezzel különbséget téve a hagyományos hűtött vagy melegen hengerelt hatszögrudak között. A lehúzás folyamata során nagy pontosságú forgó lehúzó gépeket használnak, amelyek eltávolítják a felületi oxidréteget, hibákat és egyenetlen rétegeket az előfeldolgozott hatszög alakú rúdról. A csiszolással ellentétben a lehúzás folytonos és egyenletes felületet eredményez, melynek érdessége Ra ≤ 0,8 μm – ez elég sima ahhoz, hogy szükségtelenné tegye az előzetes tisztítást vagy csiszolást a CNC esztergálás előtt. Ez a sima felület csökkenti a súrlódást a hatszög rúd és a CNC befogó között, biztosítva a stabil rögzítést, és megakadályozza a megcsúszást nagy sebességű forgás (általában akár 3000 fordulat/perc is a CNC esztergákon) közben. A lehúzást követő egyenesítési folyamat többgörgős precíziós egyenesítőgépet alkalmaz, amely kijavítja az esetleges hajlítódásokat vagy torzulásokat. Számítógép-vezérelt görgőnyomás- és távolságbeállításokon keresztül a hatszög rúd egyenes vonallá alakul 0,2 mm/m-es tűréshatáron belül – jelentősen felülmúlva az átlagos hatszögrudak 0,5 mm/m-es szabványát. Ez a kiváló egyenesedés biztosítja, hogy a vágószerszám állandó távolságot tarts a munkadarabtól a CNC esztergálás során, elkerülve a mérethibákat, amelyek anyageltérésből származhatnak. Együttesen a lehúzás és az egyenesítés nyers szénacélt alakítanak „közvetlenül megmunkálható” hatszög rúddá, amely közvetlenül megfelel a CNC esztergák betáplálási igényeinek.
Ennek a hatszög acélnak a magas keménysége és strukturális stabilitása tovább növeli teljesítményét a CNC esztergák feldolgozása során. A hidegen hengerelt, lehámozott és egyenesített acélszálak alacsony hőmérsékletű edzése révén a hatszög acél keménysége 15–20%-kal nagyobb, mint az annealed széntartalmú acélé. A 45# széntartalmú acélból készült hatszög acélok esetében a szakítószilárdság eléri az 550–650 MPa-t, a nyúlási határ pedig ≥310 MPa, ami elegendő ahhoz, hogy ellenálljon a CNC esztergák vágóerejének deformáció nélkül. Ez a magas keménység javítja a hatszög acél kopásállóságát a megmunkálás során, csökkentve a forgács tapadását a munkadarab felületére, és így sima megmunkált felületet biztosít. A gyakorlatban egy M20-as hatszögű csavarokat gyártó hardvergyártó arról számolt be, hogy a mi lehámozott és egyenesített hatszög acélunk használata 30%-kal csökkentette a szerszámcsere-gyakoriságot az átlagos hatszög acélokhoz képest, mivel a sima felület és az egységes keménység minimalizálta a szerszámkopást. Egy másik CNC megmunkáló műhely megjegyezte, hogy a hatszög acél egyenes volta és méretpontossága (ellentétes oldalra vonatkozó tűrés ±0,04 mm) lehetővé tette a személyzet nélküli tömeges feldolgozást, mivel az anyaghibákból adódó megmunkálási hibák kockázata jelentősen csökkent. Ezek az előnyök közvetlenül alacsonyabb termelési költségekhez és magasabb hatékonysághoz vezetnek a CNC megmunkáló vállalkozásoknál.
Ennek a karácsteleből készült hatszögacélnak a sokoldalúsága széleskörű alkalmazásában nyilvánul meg a CNC-forgácsoló gépek területén. A rögzítőelem-iparban ez az elsődleges nyersanyag magas pontosságú hatszögboltok, anyák és csapszegek gyártásához. A sima felület biztosítja a folyamatos menetképzést a CNC-forgácsolás során, míg a nagy keménység megakadályozza a menet deformálódását terhelés alatt. A gépalkatrészek iparában tengelyek, fogaskerekek és hajtórúdak előállításához használják – olyan alkatrészeké, amelyek összetett forgácsolási műveleteket igényelnek. A hatszögacél szabályos hatszög keresztmetszete lehetővé teszi, hogy könnyen befogható legyen a CNC-orsókban, különleges befogók kivédésével és a beállítási idő csökkentésével. Például egy kis sebességváltókat gyártó cég a mi hatszögacélunkat használja fogaskerék-alaptestek megmunkálására, IT6-os pontosságot elérve minimális utómegmunkálással. Az autóipari alkatrészek területén a hatszögacélt szelemtüskék, érzékelőtartók és fékrendszer-alkatrészek előállítására használják, ahol a nagy keménység és méretstabilitás biztosítja az autóipari minőségi előírások teljesítését. A precíziós hardveriparban egyedi hatszögszerszámok, óraalkatrészek és elektronikai alkatrészek házainak gyártásához használják – olyan alkalmazások, ahol a sima felület és pontos méretek közvetlenül befolyásolják a késztermék esztétikáját és működését. Még az űrtechnika iparában is nyersanyagként szolgál kis méretű űrbetétekhez, kihasználva egyenletes keménységét, amely ellenáll a többszöri használatnak.
Egy szigorú minőségirányítási rendszer biztosítja, hogy minden lehántott és kiegyenesített hatszögacél-köteg megfeleljen a CNC-forgácsoló gépekkel szemben támasztott szigorú követelményeknek. Kialakítottunk egy háromszintű minőségellenőrzési mechanizmust, amely a nyersanyagokat, a feldolgozást és a késztermékeket is lefedi, valamint rendelkezünk ISO 9001 és IATF 16949 tanúsítványokkal, amelyek kielégítik az autóipari és nagy pontosságú gyártási igényeket. A nyersanyag-ellenőrzés során spektralanalízis segítségével ellenőrizzük a kémiai összetételt, ultrahangos vizsgálattal pedig belső hibákat derítünk fel. A lehántás és kiegyenesítés folyamata alatt folyamatos, valós idejű monitorozás történik: lézeres átmérőmérő ellenőrzi a hatszögacél átellenes oldaltávolságát, míg egy felületi érdességmérő biztosítja, hogy a felületminőség megfeleljen az Ra ≤ 0,8 μm követelménynek. A feldolgozás után a késztermékek komplex tesztelésen esnek át: precíziós egyenesességmérő ellenőrzi az egyenesedést, Brinell-keménységmérő határozza meg a keménységet, koordináta-mérőgép pedig igazolja a méretpontosságot. Olyan kritikus iparágakba (pl. autóipar vagy repülőgépipar) szánt rendeléseknél további, nem romboló anyagvizsgálat (mágneses részecskés vizsgálat) is elvégezhető a felületi repedések kimutatására. Minden tételhez részletes minőségi jelentés tartozik, beleértve javaslatokat a feldolgozási paraméterekre közönséges CNC-forgácsoló géptípusokhoz, így közvetlen útmutatást nyújtva az ügyfeleknek a hatékony feldolgozás érdekében.
A termékminőségen túl arra is különös figyelmet fordítunk, hogy szakmai és hatékony ügyfélszolgálati szolgáltatásokat nyújtsunk hosszú távú együttműködési kapcsolatok kialakítása érdekében. Szervizcsoportunk a acéliparban gazdag tapasztalattal rendelkező technikai tanácsadókból áll, akik egyéni eladási konzultációt biztosítanak az ügyfelek számára: az ügyfél alkalmazási forgatókönyve alapján ajánljuk a legmegfelelőbb C45 acél specifikációkat és hidegen húzott eljárásokat, sőt akár segíthetünk az alkatrésztervezés optimalizálásában is a teljesítmény javítása és a költségek csökkentése érdekében. A gyártási folyamat során intelligens gyártásirányítási rendszert használunk, amellyel valós időben nyomon követjük minden megrendelés előrehaladását, és heti vagy napi bontásban szolgáltatunk előrehaladási jelentést az ügyfelek igényei szerint. Sürgős megrendelések esetén képesek vagyunk a gyártási terv módosítására és zöld sáv nyitására a pontos határidő betartása érdekében – egyszer például egy erőmű sürgősségi karbantartási projektje keretében 15 napon belül elkészítettünk egy 50 tonnás nem szabványos C45 hidegen húzott speciális profilacélt, amely nagy elismerést váltott ki az ügyfélnél. Az utógondozás ugyancsak kiemelt fontosságú: szakembereinket az ügyfél gyártóhelyszínére küldjük, ahol segítséget nyújtanak a termék megmunkálásában és szerelésében, valamint visszajelzést gyűjtenek a termék teljesítményéről. Amennyiben minőségi probléma merülne fel, 24 órán belül reagálunk, és kielégítő megoldást biztosítunk, így garantálva, hogy az ügyfél gyártási folyamata ne szenvedjen zavart.
A gyártóipar magasabb szintűvé és egyedi igényekre szabottá válásának folyamatában a nagy minőségű, hidegen húzott C45 lágyacélból készült speciális és nem szabványos acélunk a szerkezeti acélmegoldások fejlődési irányát képviseli. A C45 acél kiváló mechanikai tulajdonságainak ötvözésével a hidegen húzás technológia pontossági előnyeivel olyan teljesítményorientált, testreszabott anyagmegoldásokat kínálunk ügyfeleinknek, amelyek segítik végtermékeik minőségének és versenyképességének javítását. A jövőre nézve tovább növeljük kutatás-fejlesztési beruházásainkat, két kulcsfontosságú területre koncentrálva: egyfelől a C45 acél mikroötvözési technológiájának alkalmazását vizsgáljuk, hogy tovább növeljük annak szilárdságát és korrózióállóságát; másrészről intelligensebb hidegen húzó berendezéseket vezetünk be a termelési hatékonyság és az alakpontosság javítása érdekében. Emellett bővítjük nemzetközi piaci jelenlétünket, az Európai Unió és az Egyesült Államok nagy piacainak minőségi követelményeit betartva, minőségi, hidegen húzott C45 acéltermékeinket a globális piacra visszük. Legyen szó kis sorozatú, precíziós, nem szabványos megrendelésről vagy nagy léptékű, speciális alakú acélbeszerzési projektről, mindig az „első a minőség, az ügyfél az elsődleges” üzleti filozófiát tartjuk szem előtt, és minden ügyfelünknek szakmai, megbízható és hatékony termékeket és szolgáltatásokat nyújtunk. A C45 hidegen húzott, speciális és nem szabványos acél szakértő szállítójaként készen állunk arra, hogy együtt növekedjünk a gyártóiparral, és hozzájáruljunk a magas színvonalú felszerelések gyártásának fejlődéséhez.

A hidegen húzott acélprofilok olyan precíziós acéltermékek, amelyeket szobahőmérsékleten végzett hidegen húzás folyamatával gyártanak.
Ez a folyamat jelentősen javítja a méretpontosságot, a felület simaságát és a mechanikai tulajdonságokat a melegen hengerelt acélhoz képest.
Széles körben használják őket a gépgyártásban, építőszerkezetekben, járműalkatrészekben és precíziós berendezésekben.
Ez a folyamat jelentősen javítja a méretpontosságot, a felület simaságát és a mechanikai tulajdonságokat a melegen hengerelt acélhoz képest.
Széles körben használják őket a gépgyártásban, építőszerkezetekben, járműalkatrészekben és precíziós berendezésekben.

Elérhető anyagminőségek
Száénacél: Q195, Q215, Q235, 20#, 35#, 45#, 55#
Ötvözött / Fogaskerékacél: 40Cr, 20CrMo, 35CrMo, 42CrMo, 20Cr, 20CrMoTi, Q355
Könnyen megmunkálható acél: 1215, 12L14, 1144
Csapágyacél: GCr15
Rugóacél: 60Si2Mn, 65Mn

Száénacél: Q195, Q215, Q235, 20#, 35#, 45#, 55#
Ötvözött / Fogaskerékacél: 40Cr, 20CrMo, 35CrMo, 42CrMo, 20Cr, 20CrMoTi, Q355
Könnyen megmunkálható acél: 1215, 12L14, 1144
Csapágyacél: GCr15
Rugóacél: 60Si2Mn, 65Mn
Átmérőtartomány |
Egyedi (általában 3 mm – 300 mm) |
Hossz |
Szabványos 6 méter vagy testre szabott |
Felszín befejezése |
Fényes, sima, nincs oxidréteg |
Tűrés |
±0.05mm |
Formaválasztások |
Kör / Négyzet / Lapos / Hatszög / Különleges profilkialakítások |
A folyamat |
Hidegen húzott, egyenesített, vágott, csiszolt |
Igazolás |
ISO9001 / SGS / Gyári minőségvizsgálati tanúsítvány elérhető |
✅ Magas méretpontosság – Tűrés legfeljebb ±0,02 mm
✅ Fényes felületminőség – Sima és oxidmentes, gépelhető állapotban
✅ Növelt mechanikai szilárdság – Kiegyensúlyozott keménység és ütőállóság
✅ Magas anyagkihasználás – Csökkentett megmunkálási hozam, nagyobb hatékonyság
✅ Testreszabható megoldások – Alakok, méretek és anyagok igény szerinti kialakítása rajzok vagy követelmények alapján









Jiangsu Beitong Hideghúzott Acél Technológia Kft.
a vállalatot 2018-ban alapították 80 millió CNY befektetéssel. A Jiangsu tartományi Szucchou, Vucsiang kerület Fenhu-i magas szintű technológiai övezetében fekszik, a cég területe 35 mu (kb. 23 000 m²), és integráltan ötvözi az R&D-t, a gyártást és a modern menedzsmentet.
Több mint 60 alkalmazotttal, köztük jártas mérnökökkel és kutatás-fejlesztési szakemberekkel rendelkező csapat segítségével a Beitong precíziós hideghúzott acéltermékek kutatásával és gyártásával foglalkozik, több mint 5000 belföldi és külföldi ügyfél számára nyújtva szolgáltatásokat.
A technológiai innováció vezérelte Beitong több mint 10 nemzeti szabadalmat szerzett, elismerték Műszaki és Tudományos KKV-ként (2022), megszerezte az ISO háromrendszeres tanúsítványt (2023), valamint kiemelkedően innovatív KKV-ként is elismerést kapott (2024).
A cég több mint 50 fejlett hidegen húzott gyártósorral rendelkezik, mechanikai tulajdonságvizsgáló készülékekkel, ultrahangos hibadetektorokkal és teljes laboratóriumi elemzőrendszerekkel felszerelve, így megbízható minőséget és erős műszaki képességeket biztosít.
Fő termékek és alkalmazások
* Liftvezetősínek – exportálva Közel-Keletre
* Autóalkatrészek anyagai – szállítva vezető márkáknak, mint a BYD, Tesla, Toyota, SAIC, GAC, Huawei és CATL
* Lánclapos acél és precíziós tengelyek
* Forgácsolásbarát acél – közvetlenül szállítva a hazai automatizálási ipar vezető vállalatainak
Termékeinket széles körben használják az építőipari gépek, gépjárművek, repülési és űripar, olajipar, szénbányászat, honvédelem, textilgépek, forgácsoló gépek, mezőgazdasági berendezések, sporteszközök és felvonók területén.
Szilárd technológiai háttérrel és stabil minőséggel a Beitong szívesen látja világszerte az ügyfeleket hosszú távú együttműködésre és kölcsönös
siker.
Több mint 60 alkalmazotttal, köztük jártas mérnökökkel és kutatás-fejlesztési szakemberekkel rendelkező csapat segítségével a Beitong precíziós hideghúzott acéltermékek kutatásával és gyártásával foglalkozik, több mint 5000 belföldi és külföldi ügyfél számára nyújtva szolgáltatásokat.
A technológiai innováció vezérelte Beitong több mint 10 nemzeti szabadalmat szerzett, elismerték Műszaki és Tudományos KKV-ként (2022), megszerezte az ISO háromrendszeres tanúsítványt (2023), valamint kiemelkedően innovatív KKV-ként is elismerést kapott (2024).
A cég több mint 50 fejlett hidegen húzott gyártósorral rendelkezik, mechanikai tulajdonságvizsgáló készülékekkel, ultrahangos hibadetektorokkal és teljes laboratóriumi elemzőrendszerekkel felszerelve, így megbízható minőséget és erős műszaki képességeket biztosít.
Fő termékek és alkalmazások
* Liftvezetősínek – exportálva Közel-Keletre
* Autóalkatrészek anyagai – szállítva vezető márkáknak, mint a BYD, Tesla, Toyota, SAIC, GAC, Huawei és CATL
* Lánclapos acél és precíziós tengelyek
* Forgácsolásbarát acél – közvetlenül szállítva a hazai automatizálási ipar vezető vállalatainak
Termékeinket széles körben használják az építőipari gépek, gépjárművek, repülési és űripar, olajipar, szénbányászat, honvédelem, textilgépek, forgácsoló gépek, mezőgazdasági berendezések, sporteszközök és felvonók területén.
Szilárd technológiai háttérrel és stabil minőséggel a Beitong szívesen látja világszerte az ügyfeleket hosszú távú együttműködésre és kölcsönös
siker.




1. Mikor tudják előállítani a mintákat?
Általában 5–7 nap szükséges a minták előállításához.
2. Mi a minimális rendelési mennyiség (MOQ)?
Hidegen húzott acélprofilok esetén általában két vásárlási lehetőséget kínálunk – LTL (kevesebb, mint teherautóterhelés) és tételbeszerzés, 2 tonnától kezdődően. A pontos mennyiség egyeztethető.
3. Mi a szállítási határidő?
Egyedi termékek esetén a befizetés után 30 napon belül tudjuk rendezni a szállítást.
4. Melyik kikötőkből szállítanak?
Általában Sanghaj kikötőjéből szállítunk.
5. Mik a fizetési feltételeik?
Általában a teljes összeg 30%-a előre átutalásként, a fennmaradó összeg pedig a Fuvarlevél másolatával szemben.
6. Hol található a vállalatuk?
Gyárunk Kínában, Jiangsu tartományban található.
7. Milyenek a fő termékeink?
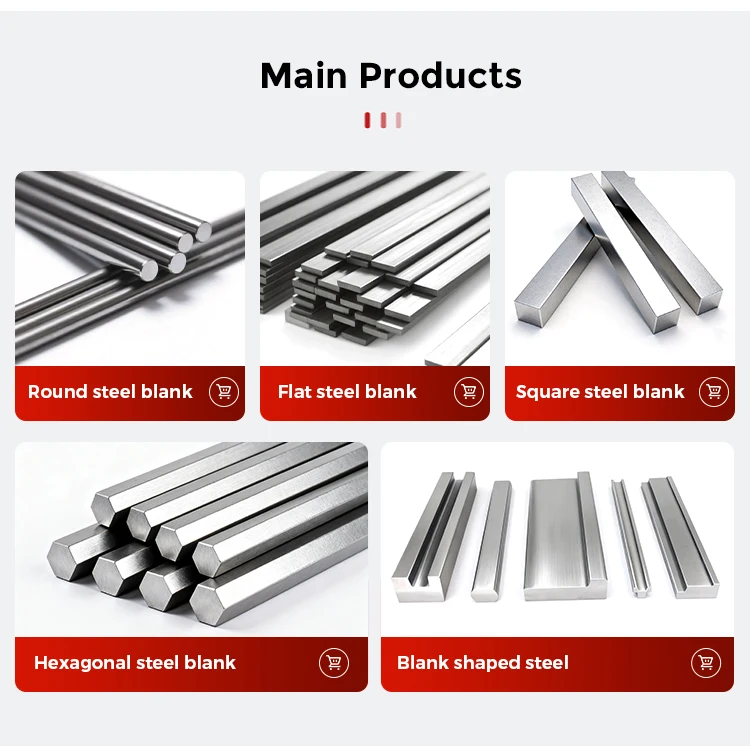
Hidegen húzott acélszakértők vagyunk:
* Hidegen húzott kerek rúdacél
* Hidegen húzott négyzetes rúdacél
* Hidegen húzott lapos acél
* Hidegen húzott hatszögű rúdacél
* Hidegen húzott speciális profilú rúdacél
Anyagminőségek:
* Széntartalmú acél: Q215, Q195, Q235, 20#, 35#, 45#, 55#
* Ötvözött / fogaskerékacél: Q355, 40Cr, 20CrMo, 35CrMo, 42CrMo, 20Cr, 20CrMoTi
* Könnyen megmunkálható acél: 1215, 12L14, 1144
* Csapágyacél: GCr15
* Rugóacél: 60Si2Mn, 65Mn
Szolgáltatási kötelezettség:
24 órás visszajelzés, 48 órás megoldás
8. Milyen típusú széntartalmú acélrudak léteznek?
* Alacsony szén tartalmú acélrúd: alacsony széntartalom, jó szívósság, alkalmas hegesztésre és megmunkálásra.
* Közepes szén tartalmú acélrúd: kiegyensúlyozott szilárdság és szívósság, ideális gépalkatrészekhez.
* Magas szén tartalmú acélrúd: nagy keménységű, szerszámokhoz és rugókhoz használják.
9. A széntartalmú acélrudak rozsdásodnak?
Igen. A széntartalmú acélrudak nedves környezetben rozsdásodhatnak. Bevonattal, cinkkel való bevonással vagy hőkezeléssel javítható a korrózióállóság.
10. Melyek a széntartalmú acélrudak gyakori alkalmazási területei?
* Építőszerkezetek (betonacél, tartórudak)
* Mechanikai alkatrészek (tengelyek, csavarok)
* Szerszámok (vágószerszámok, fúrók)
11. Hogyan határozható meg a széntartalmú acélrudak méretspecifikációja?
Átmérő és hossz szerint osztályozva.
Átmérő: néhány millimétertől több száz milliméterig.
Hossz: általában 6 méter, vagy egyéni méretben.
12. Mekkora a széntartalmú acélrudak fáradási ellenállása?
A fáradási viselkedés a szén tartalomtól, a mikroszerkezettől és a felület minőségétől függ.
A felületkezeléssel (hengerléssel, polírozással) vagy az optimális hőkezeléssel javítható.
13. Mire kell figyelni a széntartalmú acélrudak hegesztésekor?
* Alacsony szén tartalmú acél: könnyen hegeszthető, de kerülendő a túlmelegedés.
* Magas szén tartalmú acél: hajlamos repedni a hegesztés során; előmelegítés és utólagos hőkezelés javasolt.
14. Kaphatok mintákat?
Igen, rendelkezésre állnak minták.
15. Van saját gyáruk?
Igen, saját gyárunk van Jiangsuban, és melegen köszöntjük Önt látogatásra.
Professzionális huzagolt acélt gyártó cég vagyunk, OEM és ODM szolgáltatásokat nyújtva.
Általában 5–7 nap szükséges a minták előállításához.
2. Mi a minimális rendelési mennyiség (MOQ)?
Hidegen húzott acélprofilok esetén általában két vásárlási lehetőséget kínálunk – LTL (kevesebb, mint teherautóterhelés) és tételbeszerzés, 2 tonnától kezdődően. A pontos mennyiség egyeztethető.
3. Mi a szállítási határidő?
Egyedi termékek esetén a befizetés után 30 napon belül tudjuk rendezni a szállítást.
4. Melyik kikötőkből szállítanak?
Általában Sanghaj kikötőjéből szállítunk.
5. Mik a fizetési feltételeik?
Általában a teljes összeg 30%-a előre átutalásként, a fennmaradó összeg pedig a Fuvarlevél másolatával szemben.
6. Hol található a vállalatuk?
Gyárunk Kínában, Jiangsu tartományban található.
7. Milyenek a fő termékeink?
Hidegen húzott acélszakértők vagyunk:
* Hidegen húzott kerek rúdacél
* Hidegen húzott négyzetes rúdacél
* Hidegen húzott lapos acél
* Hidegen húzott hatszögű rúdacél
* Hidegen húzott speciális profilú rúdacél
Anyagminőségek:
* Széntartalmú acél: Q215, Q195, Q235, 20#, 35#, 45#, 55#
* Ötvözött / fogaskerékacél: Q355, 40Cr, 20CrMo, 35CrMo, 42CrMo, 20Cr, 20CrMoTi
* Könnyen megmunkálható acél: 1215, 12L14, 1144
* Csapágyacél: GCr15
* Rugóacél: 60Si2Mn, 65Mn
Szolgáltatási kötelezettség:
24 órás visszajelzés, 48 órás megoldás
8. Milyen típusú széntartalmú acélrudak léteznek?
* Alacsony szén tartalmú acélrúd: alacsony széntartalom, jó szívósság, alkalmas hegesztésre és megmunkálásra.
* Közepes szén tartalmú acélrúd: kiegyensúlyozott szilárdság és szívósság, ideális gépalkatrészekhez.
* Magas szén tartalmú acélrúd: nagy keménységű, szerszámokhoz és rugókhoz használják.
9. A széntartalmú acélrudak rozsdásodnak?
Igen. A széntartalmú acélrudak nedves környezetben rozsdásodhatnak. Bevonattal, cinkkel való bevonással vagy hőkezeléssel javítható a korrózióállóság.
10. Melyek a széntartalmú acélrudak gyakori alkalmazási területei?
* Építőszerkezetek (betonacél, tartórudak)
* Mechanikai alkatrészek (tengelyek, csavarok)
* Szerszámok (vágószerszámok, fúrók)
11. Hogyan határozható meg a széntartalmú acélrudak méretspecifikációja?
Átmérő és hossz szerint osztályozva.
Átmérő: néhány millimétertől több száz milliméterig.
Hossz: általában 6 méter, vagy egyéni méretben.
12. Mekkora a széntartalmú acélrudak fáradási ellenállása?
A fáradási viselkedés a szén tartalomtól, a mikroszerkezettől és a felület minőségétől függ.
A felületkezeléssel (hengerléssel, polírozással) vagy az optimális hőkezeléssel javítható.
13. Mire kell figyelni a széntartalmú acélrudak hegesztésekor?
* Alacsony szén tartalmú acél: könnyen hegeszthető, de kerülendő a túlmelegedés.
* Magas szén tartalmú acél: hajlamos repedni a hegesztés során; előmelegítés és utólagos hőkezelés javasolt.
14. Kaphatok mintákat?
Igen, rendelkezésre állnak minták.
15. Van saját gyáruk?
Igen, saját gyárunk van Jiangsuban, és melegen köszöntjük Önt látogatásra.
Professzionális huzagolt acélt gyártó cég vagyunk, OEM és ODM szolgáltatásokat nyújtva.