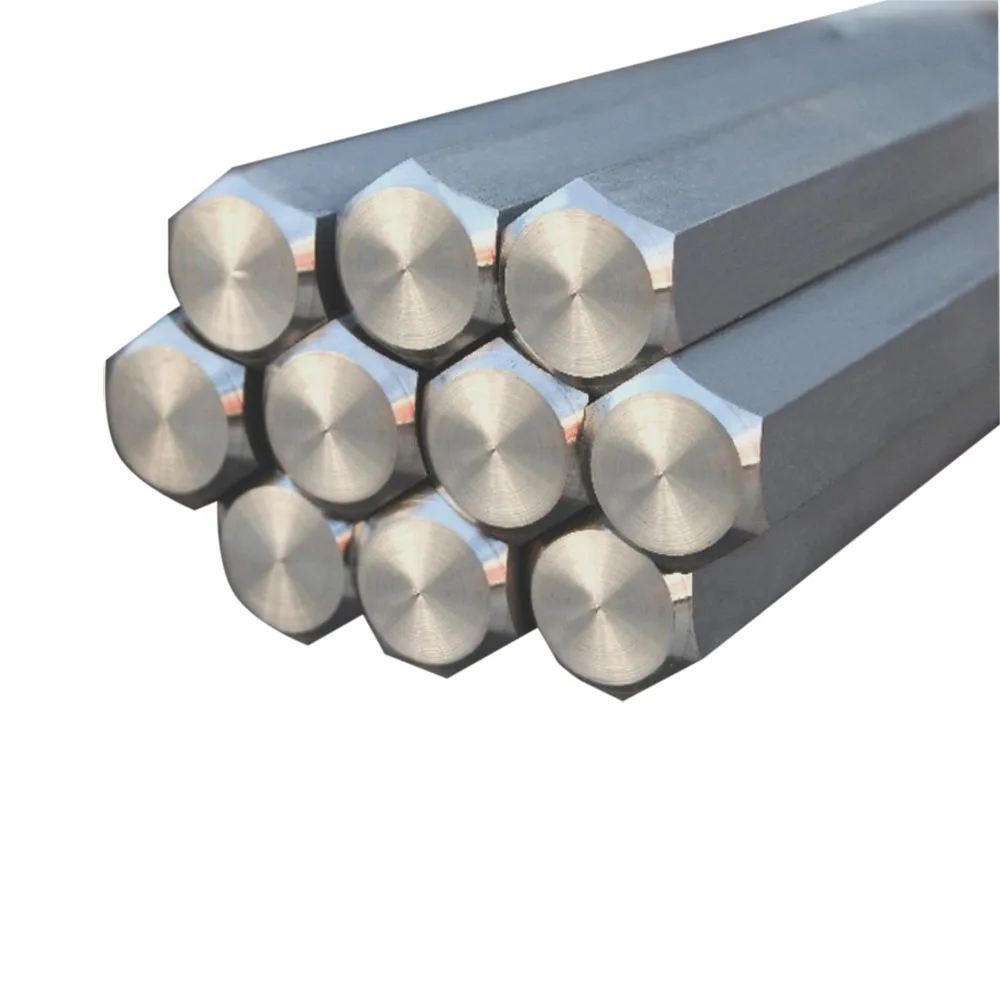
Nagypontosságú hidegen húzott hatszögletes karbonacél rúd gépalkatrészek gyártásához
Nagy pontosságú hideghúzott hatszögletes szénszálas acélrúd kiemelkedő méretpontossággal és mechanikai szilárdsággal rendelkezik. Ideális gépalkatrészek gyártásához, pontos illeszkedést és megbízható működést biztosít alkatrészekhez, mint például csavarok, anyák és fogaskerék tengelyek.
- Áttekintés
- Ajánlott termékek
● Alacsony széntartalmú acél (10#, 20#): 0,07%-0,23% közötti széntartalommal rendelkeznek, kiváló alakíthatóságot és hegeszthetőséget biztosítanak. A 20#-os acél például 410–550 MPa-es szakítószilárdsággal és ≥24%-os törésutánii nyúlással rendelkezik, így alkalmas hidegalakítást igénylő alkatrészekhez, mint például hatszögű csavarok, anyák és alátétek. Jó megmunkálhatósága csökkenti a szerszámkopást menetvágás vagy fúrás során.
● Közepes széntartalmú acél (35#, 45#): 0,32%-0,50% széntartalommal ezek az osztályok egyensúlyt teremtenek a szilárdság és ütőkeménység között. A 45#-os acél kiemelkedik 600–750 MPa-es szakítószilárdságával és ≥355 MPa-os folyáshatárral, ideális terhelést viselő gépalkatrészekhez, mint fogaskerék tengelyek, hajtórudak és szelepmagok. Megedzés és utómelegítés után keménysége elérheti a HRC 28–35 értéket, ami tovább növeli a kopásállóságot.
● Magas széntartalmú acél (60#, 70#): 0,57–0,75% közötti széntartalommal ezek az osztályok kiváló szilárdságot és keménységet biztosítanak. A 60# acél húzószilárdsága 750–900 MPa, hőkezeléssel HRC 38–45 keménységre javítható, így alkalmas nagy igénybevételű alkatrészekhez, mint például precíziós csapágyak, vezetősinerek és szerszámtartók nehézgépekben.
● Rendkívül magas méretpontosság: Hideghúzott hatszögacélunk az ISO h8–h9 tűréshatárokat követi. Egy 10 mm névleges oldalhosszúságú hatszög esetén a tűrés mindössze ±0,022 mm (h8), ami lényegesen szigorúbb, mint a melegen hengerelt hatszögacél ±0,3 mm-es tűrése. Ez a pontosság kiküszöböli a másodlagos megmunkálás (például marás vagy köszörülés) szükségességét a legtöbb gépalkatrész esetében, 15–20%-kal csökkentve az anyagveszteséget, és lerövidítve a gyártási ciklusidőt. Például hatszögszögek gyártása során a pontos oldalhossz biztosítja az ideális illeszkedést a csavarkulcsokkal, megakadályozva a kicsúszást az összeszerelés és használat közben.
● Javított mechanikai tulajdonságok: A hidegen húzás által okozott plastikus alakváltozás finomítja az acél szemcseszerkezetét, aminek következtében a szakítószilárdság 15–25%-kal, a folyáshatár pedig 20–30%-kal növekszik a melegen hengerelt acélhoz képest. Emellett jelentősen javul a fáradási ellenállás is – ez kritikus tulajdonság olyan gépalkatrészeknél, amelyek ismétlődő terhelésnek vannak kitéve, például hajtókaroknál és szelepmozgatótengelyeknél. Tesztek szerint a mi hidegen húzott 45# acélrúdunk élettartama 30%-kal hosszabb, mint a melegen hengerelt változaté, csökkentve ezzel az alkatrész fáradási repedés miatti meghibásodásának kockázatát.
● Kiváló felületminőség: Hidegen húzott hatszögacélunk sima felülettel rendelkezik, felületi érdessége Ra ≤0,8 μm, míg a melegen hengerelt acélé Ra 3,2 μm. A sima felület nemcsak javítja a gépalkatrészek esztétikai megjelenését, hanem csökkenti az illeszkedő alkatrészek közötti súrlódást (például hatszögű tengely és persely között), így minimalizálva az elhasználódást és az energiaveszteséget. Emellett a sima felület növeli a későbbi felületkezelések (például horganyzás, elektroforézis vagy olajbevonat) tapadását, tovább javítva a korrózióállóságot – ami létfontosságú mezőgazdasági gépek vagy építőipari berendezésekhez, amelyek nedves vagy poros környezetben használatosak.
● Keményítés és edzés: Nagy terhelésű, nagy kopásállóságú alkatrészekhez, mint például fogaskerék tengelyek és hajtórudak, a keményítést (820–860 °C) követően edzéssel (500–600 °C) végezzük. Ez az eljárás növeli az acél keménységét, miközben megőrzi annak szívósságát; például a 45# acél ilyen kezelése után a keménysége HRC 28–35-re nő, kiváló ütőszilárdsággal rendelkezik, így képes ellenállni nagy nyomatéknak és ütőterhelésnek deformáció vagy törés nélkül.
● Lágyítás: Olyan alkatrészekhez, amelyek összetett megmunkálást igényelnek (például precíziós fogaskerék alkatrészek), a lágyítás (650–700 °C) csökkenti az acél keménységét HB 170–210 értékre. Ez csökkenti a vágási ellenállást fogásvétel, marás és fúrás során, 25–30%-kal meghosszabbítva a szerszám élettartamát, valamint javítja a kész alkatrész felületi minőségét.
● Felületi edzés (karbonitálás és oltás): Olyan alkatrészekhez, amelyeknek kemény felületre és szívós magrétegre van szükségük (pl. váltódugattyúk és szelephajtások esetében), a 900–950 °C-os karbonitálás, majd olvasztás kemény külső réteget (HRC 58–62) és alakváltozási képes magot hoz létre. A kemény felület ellenáll a kopásnak, míg a szívós mag elnyeli az ütéseket, így az alkatrész alkalmas nagy sebességű, nagy terhelésű gépi műveletekre.
● Alacsonyabb gyártási költségek: Acélrudunk magas pontossága és kiváló megmunkálhatósága 20–30%-kal csökkenti a megmunkálási időt. Például egy 45#-ös acél fogaskerék tengely gyártása hideghúzott rúdból mindössze 2,5 órát vesz igénybe, szemben a meleg hengerelt rúd 4 órájával. Emellett a szűk mérettűrés csökkenti az anyagveszteséget, míg a sima felület csökkenti az eszközkopást – mindez együttesen 10–15%-kal csökkenti a gyártási költségeket.
● Javított alkatrészmegegyezőség és hosszabb élettartam: A hidegen húzott acélrúd javított mechanikai tulajdonságai biztosítják, hogy a gépi alkatrészek hosszabb ideig szolgáljanak ki megbízhatóan. Például a 60# acélrudunkból készült precíziós csapágyak 80 000–100 000 órán át képesek folyamatos üzemre cserélés nélkül, míg a melegen hengerelt acélból készültek csak 50 000–60 000 óráig tartanak. Ez csökkenti a karbantartás gyakoriságát és a leállások időtartamát, különösen az ipari gyártósoroknál, ahol az óránkénti leállás költsége elérheti az ezreket dollárban.
● Fokozott szerelési hatékonyság: Hatszögű acélrúdunk pontos mérettűrése biztosítja, hogy az alkatrészek zökkenőmentesen illeszkedjenek egymáshoz szereléskor. Például a rúdból készült hatszögű csavarok és anyák nem igényelnek további beállítást a felszerelés során, így a szerelési idő 25%-kal csökken, és minimálisra csökken az összeszerelési hibák (pl. menetkárosodás) kockázata, amely alkatrész-sérülést vagy berendezés meghibásodását okozhatja.
● Alkalmazkodó képesség különböző géptípusokhoz: Acélrudunk széles körű gépekhez alkalmas, ideértve az ipari robotokat, mezőgazdasági gépeket, építőipari berendezéseket és precíziós gépgépeket. Legyen szó kis méretű hatszögű csavarról egy robotkarban vagy nagy méretű hatszögletes tengelyről egy emelődaruban, acélrudunk képes a részegységek specifikus teljesítmény- és pontossági követelményeinek kielégítésére.
● Bejövő anyagvizsgálat: A nyers acélbilleteket kémiai összetételük (spektrális analízissel történő) és mechanikai tulajdonságaik (szakítószilárdság, folyáshatár és megnyúlás) tekintetében tesztelik, hogy megfeleljenek-e a meghatározott minőségnek. Csak azok a billetek kerülnek felhasználásra hidegen húzott állapotban, amelyek átmentek ezeken a vizsgálatokon.
● Folyamatközbeni ellenőrzés: A hidegen húzás során lézeres méretingadozás-mérő készülékek és felületi érdességmérők segítségével valós időben figyelik az acélrudak méreteit és felületi minőségét. Az előírástól bármilyen eltérés esetén azonnal korrigálnak, így biztosítva az egységességet.
● Végső tesztelés: Az elkészült acélrudak minden egyes tételét szigorú vizsgálatoknak vetik alá, beleértve a méretek ellenőrzését (koordináta mérőgépek használatával), mechanikai tulajdonságok tesztelését (szakító, keménység- és ütőerővizsgálatok) és rombolásmentes vizsgálatot (ultrahangos hibakeresés a belső hibák kimutatására). Csak az összes teszten átment tételeket szállítják ki.
● Mérettestreszabás: Hatszögletes acélrudakat kínálunk 5 mm-től 80 mm-ig terjedő oldalhosszúságban, így lefedve a legtöbb gépalkatrész méretigényét. Nem szabványos méretek esetén egyedi sablonokat tervezünk és gyártunk, hogy pontosan az ügyfél alkatrészéhez illeszkedő méretű rudakat állítsunk elő.
● Hosszra vágás: A rudak hossza az ügyfél gyártósorának igényei alapján 1 m-től 12 m-ig terjedően szabható. Például 6 méteres rudakat is szállíthatunk fogaskerék tengelyek folyamatos megmunkálásához, csökkentve ezzel a vágások számát és növelve a termelési hatékonyságot.
● Felületkezelés testreszabása: Választható felületkezelések a horganyzás (korrózióállóság biztosítása kültéri vagy páratartalmú környezetben), foszfatálás (festék tapadásának javítása esztétikai vagy védő célból) és olajbevonat (ideiglenes rozsdamentesítés tárolás és szállítás során).







• Hideghúzott hatszögacél

anyag




Nagy pontosságú gyártás garantált:

Különböző igényekhez való alkalmazkodás:

Anyagok |
Q235, Q355B, 20Cr, 40Cr, 20#, 35#, 45#, 1215, 12L14, 1144 |
szélesség |
igény szerinti testreszabás |
hossz |
igény szerinti testreszabás |
MOQ |
2 tonna |