Korkean lujuuden kylmäveton pyöreä teräs automobiliosien käsittelyyn
Korkean vetolujuuden kylmävetetty pyöreä teräs tarjoaa erinomaisen vetolujuuden, tarkkuuden ja koneenkäytettävyyden. Ihanteellinen autoteollisuuden komponenttien käsittelyyn, se takaa luotettavan suorituskyvyn akselien ja kiinnikkeiden kaltaisille osille ajoneuvon käyttörasituksissa.
- Yleiskatsaus
- Suositut tuotteet
● Seostettu rakenneteräs (40Cr, 20CrMo, 42CrMo): Nämä teräsluokat on vahvistettu kromilla ja molybdeenillä, mikä takaa erinomaisen vetolujuuden (40Cr: 980–1170 MPa; 42CrMo: 1080–1270 MPa) ja myötölujuuden (40Cr: ≥785 MPa; 42CrMo: ≥930 MPa). Seostusaineet parantavat karkaistuvuutta, jolloin teräs säilyttää lujuutensa myös lämpökäsittelyn jälkeen – tämä on kriittistä suurta rasitusta kestäville osille, kuten vaihteiston akselit ja suspensio-ohjaustankot.
● Hiiliteräs (45#, 60#): Näillä luokilla on hiilipitoisuus 0,42–0,62 %, mikä tarjoaa tasapainon lujuuden ja konepellisuuden välillä. Esimerkiksi teräksellä 45# on vetolujuus 600–750 MPa, joten sitä sovelletaan ei-niin-keskeisiin mutta kuormitettuihin osiin, kuten rengashubbeihin ja moottorirunkoihin.
● Mikrolegoitu teräs (Q355ND, Q460C): Nämä laadut sisältävät jälkiä niobiumia ja vanadiumia, mikä parantaa lujuutta kertomatta hitsattavuutta. Q460C:n vetolujuus on 550–720 MPa, mikä tekee siitä ihanteellisen kevyiden mutta vahvojen osien, kuten kehärailojen, valmistukseen autoteollisuudessa tarkoitetuissa sovelluksissa.
● Erittäin korkea mitatarkkuus: Kylmävetopyöreä teräksemme täyttää ISO h8–h9-toleranssivaatimukset. 20 mm:n halkaisijalla toleranssi on ±0,021 mm (h8), mikä on huomattavasti tiukempaa kuin kuumavalssatun teräksen ±0,3 mm. Tämä tarkkuus poistaa tarpeen runsaalle koneenpurulle, vähentäen materiaalihukkaa ja tuotantoaikaa autokomponenteissa. Esimerkiksi vaihteiston akselien valmistuksessa tiukka halkaisijan toleranssi varmistaa täydellisen istuvuuden laakerien kanssa, minimoimalla värähtelyt ja pidentäen komponentin käyttöikää.
● Parannetut mekaaniset ominaisuudet: Kylmävetämällä saadaan aikaan muovautumista, joka tarkentaa teräksen rakeiden rakennetta. Tämä prosessi lisää vetolujuutta 15–25 % verrattuna kuumavalssattuun teräkseen ja parantaa väsymislujuutta – olennaista autoteollisuuden osille, kuten jousitusjousille, jotka kestävät tuhansia puristussyklejä. Tarkennettu rakeinen rakenne parantaa myös sitkeyttä, estäen haurasta murtumista äkillisissä iskuissa (esim. reikien kohdalla).
● Ylivoimainen pintalaatu: Kylmävetämämme pyöreän teräksen pinnankarheus on Ra ≤0,8 μm, huomattavasti sileämpi kuin kuumavalssatun teräksen Ra 3,2 μm. Sileä pinta vähentää kitkaa komponenttien välillä (esim. akselin ja laakerin välillä) ja parantaa adheesiota seuraavissa käsittelyissä, kuten pinnoituksessa tai maalauksessa. Autoteollisuuden kiinnikkeille sileä pinta estää myös korroosiota vähentämällä kosteuden pidätystä, mikä pidentää osan käyttöikää.
● Laitos ja jälkilämmitys: Suurta rasitusta kokevien osien, kuten moottorin kampikangen, kohdalla laitos (820–860 °C) ja sen jälkeinen jälkilämmitys (500–600 °C) lisäävät kovuutta (HRC 28–35 materiaalille 40Cr), samalla säilyttäen sitkeyden. Tällä käsittelyllä varmistetaan, että kampikanki kestää suuren vääntömomentin muodonmuutoksia välttäen.
● Erkautus: Helposti koneistettaviksi tarvittavien osien (esim. vaihteistonpyörätyhjiöt) kohdalla erkautus (650–700 °C) pehmentää terästä, vähentää leikkausvastusta ja työkalujen kulumista. Erkaistun 45#-teräksen kovuus on HB 170–210, mikä tekee siitä ihanteellisen monimutkaisiin koneistusoperaatioihin, kuten hiontaan.
● Pintakarkaisu: Kovan pinnan ja sitkeän ytimen vaativiin komponentteihin (esim. akselivaihteisiin) sovelletaan hiiltymistä (900–950 °C), jonka jälkeen suoritetaan laitos, jolloin saadaan kova ulkokerros (HRC 58–62) ja muovinen ydin. Tämä estää vaihteiden hampaan kulumisen samalla kun se kestää iskurasituksia.
● Tuotantokustannusten alentaminen: Teräksen korkea tarkkuus ja konepellisuus vähentävät koneenajoaikaa 20–30 %. Esimerkiksi suspensiovarren valmistaminen kylmävetetystä teräksestämme vaatii vain kaksi tuntia koneenajoa, kun taas kuumavalssatusta teräksestä valmistettaessa se vie kolme tuntia. Alhaisempi materiaalihukka (tiukkojen toleranssien ansiosta) ja työkalujen kuluminen (sileän pinnan ansiosta) vähentävät kustannuksia entisestään.
● Parantunut komponenttien luotettavuus: Teräksen suuri lujuus ja väsymisvastus pidentävät osien käyttöikää. Testit osoittavat, että valmistamamme 40Cr kylmävetoterpästä valmistettujen vaihdelaatikkoakselien kesto on 30 % pidempi verrattuna kuumavalstetusta teräksestä valmistettuihin akselien, mikä vähentää takuukorvauspyyntöjä automerkkivalmistajille. Turvallisuuskriittisiin osiin, kuten jarrusylinterin piniin, teräksen sitkeys estää rikkoutumisen ja parantaa ajoneuvon turvallisuutta.
● Tukea kevennykselle: Kun autoteollisuus siirtyy sähköistyymiseen ja polttoaineen säästöön, keventäminen on tärkein tavoite. Mikrolegoitu kylmävetoteräs (esim. Q460C) tarjoaa korkean lujuuden pienemmällä painolla verrattuna perinteiseen teräkseen. Q460C:n käyttö kehyssäilyissä vähentää ajoneuvon painoa 8–10 % rakenteellista eheyttä vaarantamatta, mikä parantaa sähköautojen akkukantomatkaa.
● Yhteensopivuus erilaisten prosessien kanssa: Kylävetetty teräksemme soveltuu kaikkiin pääasiallisiin autoteollisuuden komponenttien valmistusprosesseihin, mukaan lukien koneenpurku, valettaminen ja hitsaus. Esimerkiksi 20CrMo-terästä voidaan valetta moottorin kampikannaksiksi ja hitsata muihin komponentteihin, mikä tarjoaa joustavuutta automerkkivalmistajille.
● Saapuvan materiaalin tarkastus: Raakateräslaasteja testataan kemiallisen koostumuksen (spektrianalyysin avulla) ja mekaanisten ominaisuuksien (vetolujuus- ja iskumurtumistestit) osalta varmistaaksemme asteiden vaatimusten noudattamisen.
● Prosessin aikainen valvonta: Kylävedossa laserhalkaisijamittarit ja pintakarheudenmittarit seuraavat parametreja reaaliajassa. Lämpökäsittelyä seurataan dataloggereilla, jotka tallentavat lämpötilan ja ajan jokaiselle erälle.
● Lopputarkastus: Jokainen valmiin teräksen erä testataan vetolujuudelta, kovuudelta ja väsymislujuudelta. Ultraäänitarkastuksella tunnistetaan sisäiset virheet, ja mittojen tarkistuksella varmistetaan toleranssien noudattaminen. Vain hyväksytyt tuotteet toimitetaan, ja ne toimitetaan mukanaan materiaalitestiraportti (MTR) — vaatimus autoteollisuuden valmistajille IATF 16949 -laatustandardien täyttämiseksi.
● Halkaisijaväli: 3–120 mm, kattaa suurimman osan automobilikomponenteista. Pienet halkaisijat (3–10 mm) kiinnikkeisiin, keskikokoiset halkaisijat (10–50 mm) akselien valmistukseen ja suuret halkaisijat (50–120 mm) kehärakenteisiin.
● Pituuden mukauttaminen: Sauvat voidaan katkaista 1–12 metrin pituisiksi, vastaamaan tuotantolinjan vaatimuksia. Esimerkiksi 6 metrin sauvojen toimittaminen jatkuvavalssattuina kampaksojen valmistukseen vähentää käsittelyaikaa.
● Pinnankäsittelyt: Valittavissa oleviin pinnankäsittelyihin kuuluu sinkitys (korroosionesto), fosfatointi (maalin adheesio) ja öljypäällyste (ruosteensuoja säilytyksen aikana).







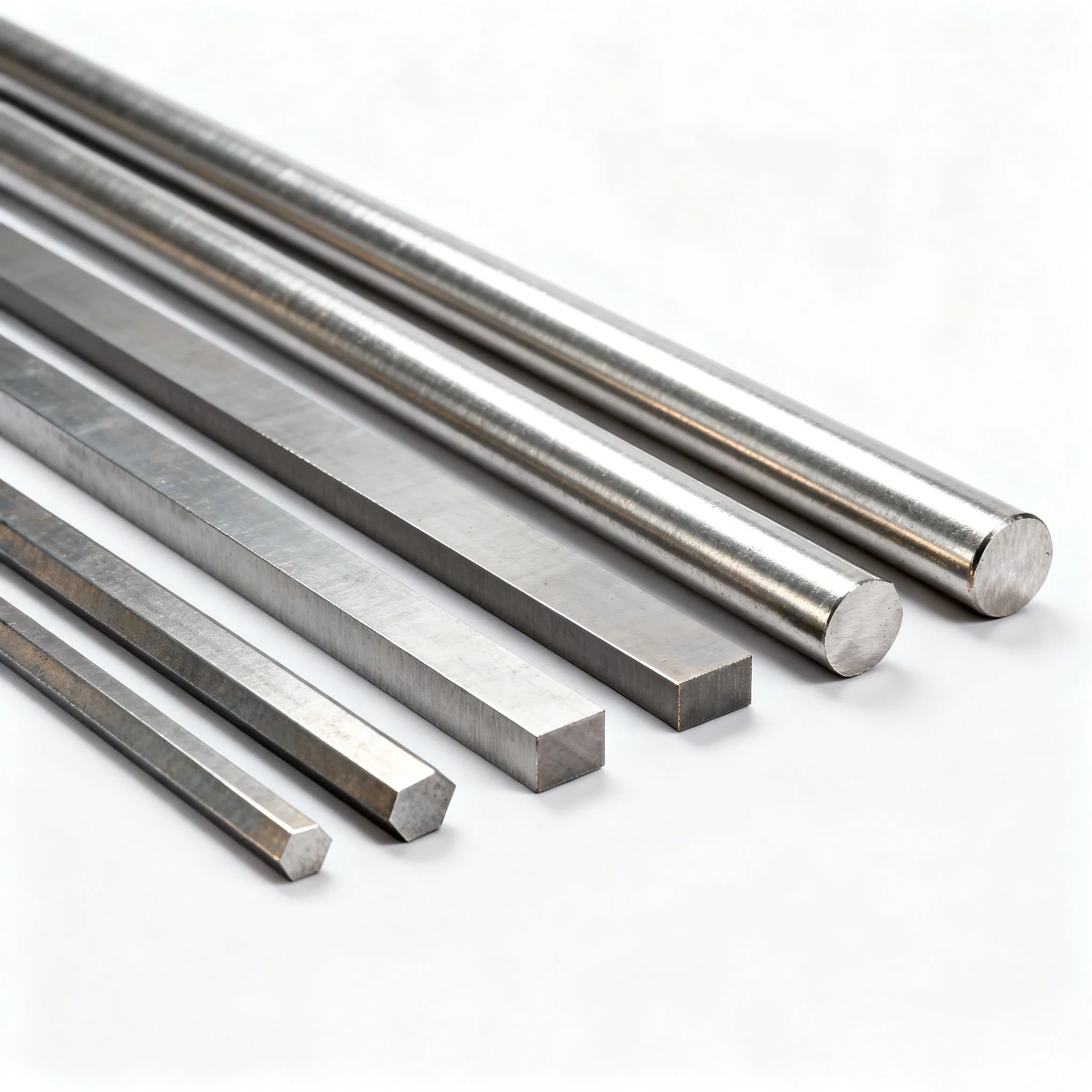
•Kylmävetoinen pyöreä teräs

materiaali




Korkean tarkkuuden tuotantotakuu:

Sopeutuminen eriytyneisiin tarpeisiin:

| Materiaaleissa | Q215, Q195, Q235, 20#, 35#, 45#, Q355, 40Cr 20CrMo, 35CrMo, 42CrMo, 20Cr, 1215, 12L14, 1144 Gr15, 60Si2Mn, 65Mn | |||
| sähkölaitteet | 3-120mm | |||
| pituus | räätälöinti tarpeen mukaan | |||
| Vähimmäistilausmäärä | 2Tons | |||