
Az anyag szakító- és folyáshatára megfelel az ASME BPVC II. rész D. szakasza követelményeinek.
A nyomástartó edényekkel kapcsolatban a szénacél rúdoknak meg kell felelniük az ASME kazán- és nyomástartó edény-szabványnak, különösen annak II. részének D. fejezetének, amely a nyomást tartalmazó alkatrészek mechanikai tulajdonságait írja le. A folyáshatár értékek alapján legalább 205 MPa-nak, azaz kb. 30 000 psi-nak kell lennie. A szakítószilárdság viszont kevésbé egységes, és bármely 380–485 MPa (kb. 55 000–70 000 psi) érték között mozoghat, attól függően, hogy milyen minőségű anyagról és milyen üzemelési hőmérsékletről van szó. Az ASTM A36 szénacél rúd kifejezetten említésre kerül a szabványokban olyan alkalmazásokra, ahol a nyomás nem haladja meg a 300 psi-t. A rúdok megfelelnek a szabványoknak, és jó szilárdság–tömeg arányt is biztosítanak. Egy másik fontos tulajdonság a megnyúlás. Ha ez 20%-nál nagyobb marad, akkor az anyag elegendően rugalmas ahhoz, hogy nyomáscsúcsokat elviseljen meghibásodás nélkül. A keménység 200 HB alatt tartása szintén hozzájárul a képlékenység elvesztéséből eredő törések megelőzéséhez, ami egy biztonsági kérdés, amely különösen fontos.
Touchstone keménység specifikációk: Az ASTM A516 70-es minőségű acél és az alacsony hőmérsékleten történő üzemeltetési követelmények összehasonlítása
A szénacél természetének és a ductilis–töretlen átmeneti hőmérsékletének figyelembevételével az ütőszilárdság kritikus szemponttá válik. Vegyük példaként az ASTM A516 70-es minőségű acélt, amelyet gyakran használnak hegesztett tartálylemezek gyártására. Az A515 70-es minőségű acél esetében a Charpy V-mintán végzett ütővizsgálatnál csupán 20 J-nyi energiaelnyelés szükséges körülbelül mínusz 30 °C-os hőmérsékleten. Ez a követelmény elegendő a hűtött víz alkalmazásaihoz. Azonban nem megfelelő olyan alkalmazásokhoz, amelyek körülbelül mínusz 45 °C-os, illetve mínusz 49 °C-os hőmérsékletet igényelnek. Érdekes módon, ha az ASME VIII. szakasza és a törésmechanika kapcsolódó adatait tanulmányozzuk, kiderül, hogy a szénacél teljesítménye általában alacsonyabb, mint az ausztenites rozsdamentes acélé – kb. 40–50 százalékkal. A gyakorlatban ez azt jelenti, hogy az arkikus vezetékek és az LNG-tároló létesítmények legalább 40 J-os ütőszilárdságot igényelnek. Ebben az esetben az építőmérnököknek általában nincs más választásuk, mint az ASTM A352 LCB/LCC szabvány szerint megadott nikkelötvözetek alkalmazása, vagy pedig valamilyen speciális feszültségcsillapító hőkezelés alkalmazása a szerelés után. Ennek az az oka, hogy a szokásos szénacél rúdanyagoknak nincs belső képességük erre.
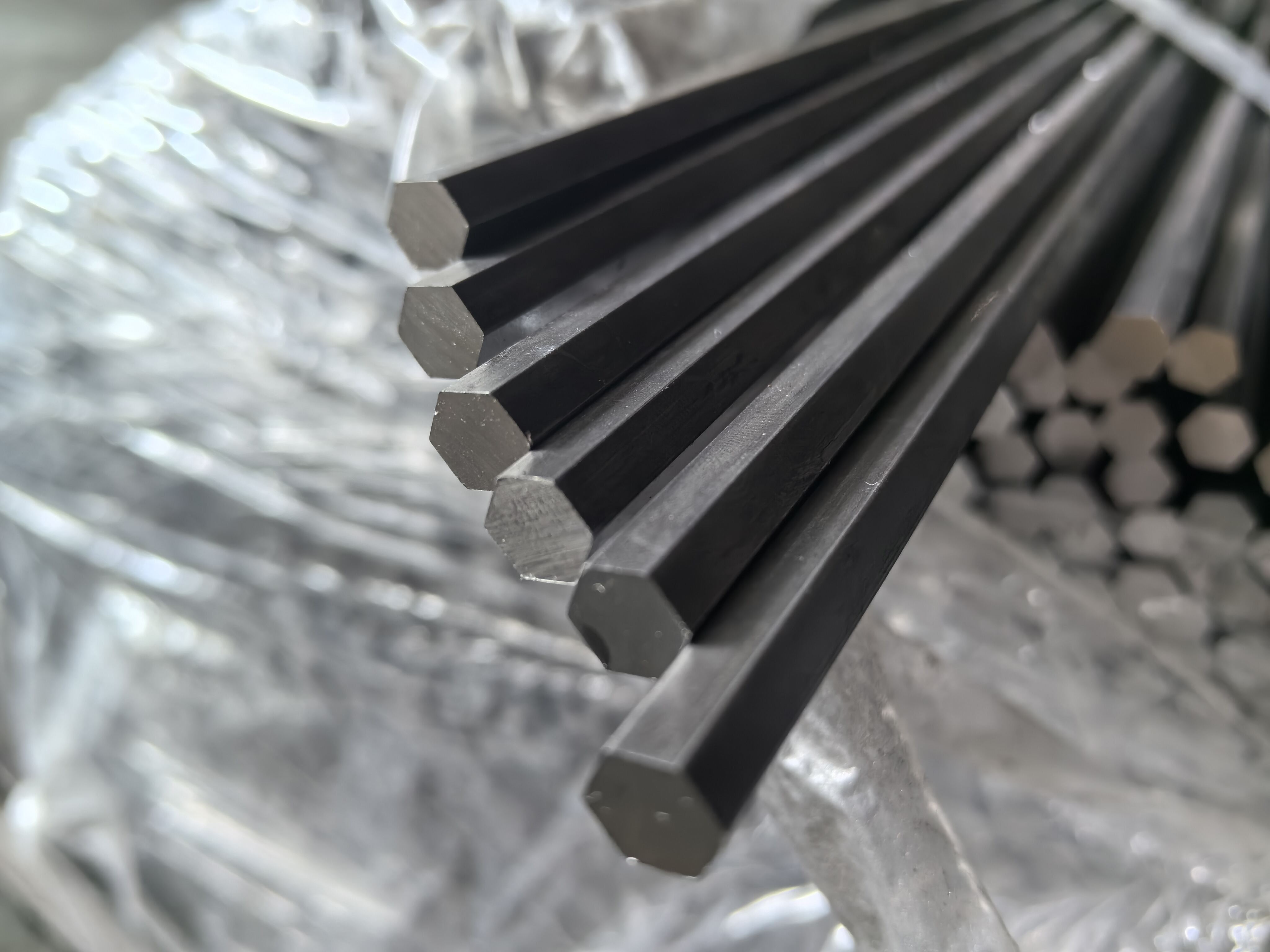
Nyomástartó edények, gyártás és ASTM-által jóváhagyott szénacél rúdminőségek
Hegesztett szénacél nyomástartó edények: A516-70 anyagból készült rögzítőelemek és szerelvények
Az A516-70 minőség minden szükséges tulajdonsággal rendelkezik, mivel a kezdő folyáshatár körülbelül 260 MPa (38 ksi). Jó hegeszthetőséggel és megbízható, vastagságirányú hegesztési szívóssággal rendelkezik mérsékelt üzemhőmérsékleten, miközben a széntartalma is megfelelő (kevesebb, mint 0,27%). Ez segít megakadályozni a hőhatásos zónában (HAZ) keletkező repedések kialakulását. Meg kell jegyezni azonban, hogy az A516 csak lemezekre vonatkozik, nem pedig rudakra. Szénacél rudak használata nem megfelelő, kivéve, ha a megfelelő rúdminőséget külön megadják. Nyomástartó alkalmazásokra szolgáló rúdformák esetében más ASTM-szabványok érvényesek, amelyek meghatározzák a mechanikai és kémiai összetételi követelményeket.
Mikor kell elkerülni az ASTM A106 és A29 rudak használatát szerkezeti és hengeres alkalmazásokhoz
Bár az ASTM A106 szabvány szerinti varratmentes cső kiválóan alkalmazható a fúvókákban és hasonló termékekben megjelenő magas hőmérsékleten üzemelő hengeres alkatrészekhez, a termék gyenge és egyenetlen kémiai összetétele, valamint a szükséges ütésállósági vizsgálatok hiánya miatt egyszerűen nem használható fel a fő nyomástartó alkalmazásokban alkalmazott szerkezeti rudak helyettesítésére. Vegyük példaként az A29 szabvány 1045-ös minőségét. Ez a minőség tipikus szerkezeti alkalmazásokra készült, de nincs meghatározva benne a minimális folyáshatár, ezért a duktilis tartományban potenciálisan igen alacsony folyáshatárral is rendelkezhet, ami a legrosszabb időpontban szerkezeti meghibásodáshoz vezethet. E két szabvány továbbá nem tartalmazza az ASME BPVC VIII. részében előírt kémiai összetételre, ütésállósági vizsgálatokra és dokumentációs követelményekre vonatkozó előírásokat. Ezért a nem hengeres nyomástartó alkatrészek esetében az ASTM A696 szénacél rudakat kell alkalmazni. Ezek a rudak szigorúbb kémiai összetételi követelményeknek tesznek eleget, igazolt ütésállósággal rendelkeznek, és a vizsgálati eredmények bizonyítják, hogy a rudakból a számunkra olyan fontos, szükséges szerelvények gyártása lehetséges.
A szénacél rúd korróziós viselkedése és környezeti korlátozásai
Érzékenység nedves H₂S-okozta repedésre, klórpontszerű korrózióra és ennek enyhítési stratégiái
A nedves hidrogén-szulfidot (H₂S) és klórt tartalmazó nyomástartó edények rendkívül károsak a szénacél rúdokra, és gyors fémromlást okoznak. Üzemelés közben az acél hajlamos a szulfid-feszültségrepedés nevű jelenségre. A szulfid-feszültségrepedés során hidrogén (H) jut be a fémba és az acél szerkezetébe. Ez a probléma még inkább kiéleződik az acél keménységének növekedésével (a Rockwell-keménységskálán 22 HRC-nél nagyobb érték). A klórok elektrokémiai cellákat (vagy kis méretű pittings korróziót) hoznak létre a felületen, valamint feszültségkoncentrációs pontokat, amelyek jelentősen megnövelik a repedések terjedésének sebességét. Ennek következtében a mérnököknek olyan anyagokat kell választaniuk, amelyek keménysége alacsonyabb, mint az NACE MR0175 és az ISO 15156 szabványokban előírt 22 HRC érték. Védőbevonatokat (pl. termikusan fújt alumínium és epoxi) is alkalmazni kell. Figyelmet érdemelnek továbbá a katódos védőrendszerek. A környezet ellenőrzésének eszközei közé tartozik a H₂S eltávolítására, a pH-érték csökkentésére és a korróziógátló anyagok használatára irányuló vezérlőrendszerek. A tervezés szempontjából a víz megmaradására alkalmas „halott szakaszok” és üres terek kiküszöbölése elterjedt módszer a korrózió okozta meghibásodások megelőzésére.
A széntartalom csökkentése a szénacél rúdokban és hatása a hegeszthetőségre, gyártásra és a hegesztés utáni hőkezelésre
Hogyan befolyásolja a szén tartalom csökkentése a hőhatási zónát (HAZ) és a hegesztés utáni hőkezelés (PWHT) követelményeit?
Amikor a szénacélt más elemekkel együtt használják nyomástartó edények építéséhez, a szén (C) tartalom szintje döntő fontosságú a hegesztési könnyedség meghatározásában. A C-tartalom 0,25 %-nál magasabb értéke esetén növekszik a hőhatott zóna (HAZ) káros tulajdonságok kialakulásának kockázata, amely miatt a zóna hajlamos lesz a hegesztést követő hideg repedésre. A szén tartalmának 0,25 %-nál alacsonyabb szinten tartása általában kedvező a hegesztés szempontjából, mivel lehetővé teszi a jobb ívstabilitást, a megelőző felmelegítés igényének csökkenését, valamint nagyobb rugalmasságot a hegesztési eljárások minősítésében. Az ASME BPVC Szakasz VIII, Rész 1 előírása szerint, ha bármely rész vastagsága 38 mm vagy annál nagyobb, akkor kötelező a hegesztést követő hőkezelés (PWHT) végrehajtása. Ez az eljárás a hegesztés során keletkezett maradékfeszültségek eltávolítására szolgál, és a szükséges nyúlási képesség visszaszerzését célozza, amely különösen fontos ciklikus terhelésnek kitett alkatrészek vagy magas integritású üzemeltetési feltételek mellett működő alkatrészek esetében. A tipikus PWHT eljárás során a mintát 600–700 °C-os célhőmérsékletre melegítik, és a melegítési időtartam 1 óra minden 25 mm mintavastagságra, továbbá a PWHT elvégzése előtt kötelező a megelőző felmelegítés a hőshokk elkerülése érdekében.

A lépések helyes követése biztosítja, hogy minden méretállandó maradjon, és a szerkezet hosszú távon megbízható legyen anélkül, hogy jelentősen csökkentené a gyártási sebességet.
Mekkora a minimális folyáshatár a nyomástartó edényekben használt szénacél rúdok esetében?
A szükséges minimális folyáshatár 205 MPa vagy 30 000 PSI.
Miért az ASTM A516 70-es minőségű acél a hegesztett szénacél tartályalkatrészek anyagválasztásának első számú választása?
Mert kiegyensúlyozott tulajdonságkészlettel rendelkezik, amely magában foglalja a kb. 260 MPa minimális folyáshatárt, jó hegeszthetőséget és jó ütőszilárdságot.
Milyen hatással van a hőmérséklet a szénacél ütőszilárdságára?
A hideg hőmérséklet csökkenti a szénacél ütőszilárdságát, ezért teljesítménye rosszabb, mint az ausztenites rozsdamentes acéloké.
Milyen módszerekkel lehet megakadályozni a szénacél rudak korrózióját?
22 HRC-nél kisebb keménységű anyagok alkalmazása, védőbevonatok, katódos védelem és szabályozott környezet.
Milyen fontossággal bír a szén tartalma a széntartalmú acélrudak hegesztése során?
Ha a szén tartalma 0,25% alatt marad, az elősegíti az ív stabil működését a hegesztés során, csökkenti a megelőző felmelegítés szükségességét, és az acél kevésbé hajlamos hideg repedések kialakulására.
Tartalomjegyzék
- Az anyag szakító- és folyáshatára megfelel az ASME BPVC II. rész D. szakasza követelményeinek.
- Hegesztett szénacél nyomástartó edények: A516-70 anyagból készült rögzítőelemek és szerelvények
- Hogyan befolyásolja a szén tartalom csökkentése a hőhatási zónát (HAZ) és a hegesztés utáni hőkezelés (PWHT) követelményeit?
- Mekkora a minimális folyáshatár a nyomástartó edényekben használt szénacél rúdok esetében?